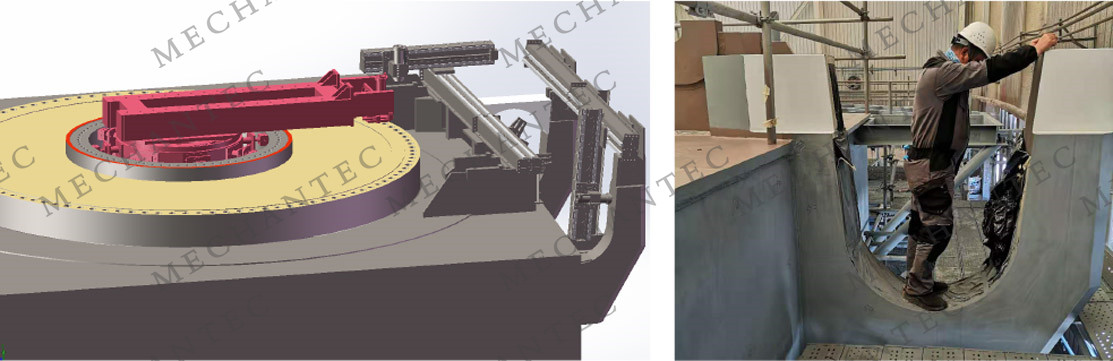
For the single point mooring (SPM) built by the customer, it is necessary to process the fluid ring bearing pedestal, turntable bearing pedestal and yoke arm trunnion connecting parts. The main body of the turntable has been processed in the workshop, which is in urgent need of field assembly.
1. The concentricity of the fluid rotating ring bearing pedestal (φ 2980mm) and the upper and lower parts of the turntable bearing pedestal (φ 6980mm) is ≤ 0.20mm, and the parallelism of the three sides is ≤ 0.30mm. The plane blind hole of the fluid rotating ring bearing pedestal is tapped, the turntable bearing pedestal is drilled (length is 500mm), and the dimensional tolerance of the guide excircle of the turntable bearing pedestal is ≤ 0.50mm.
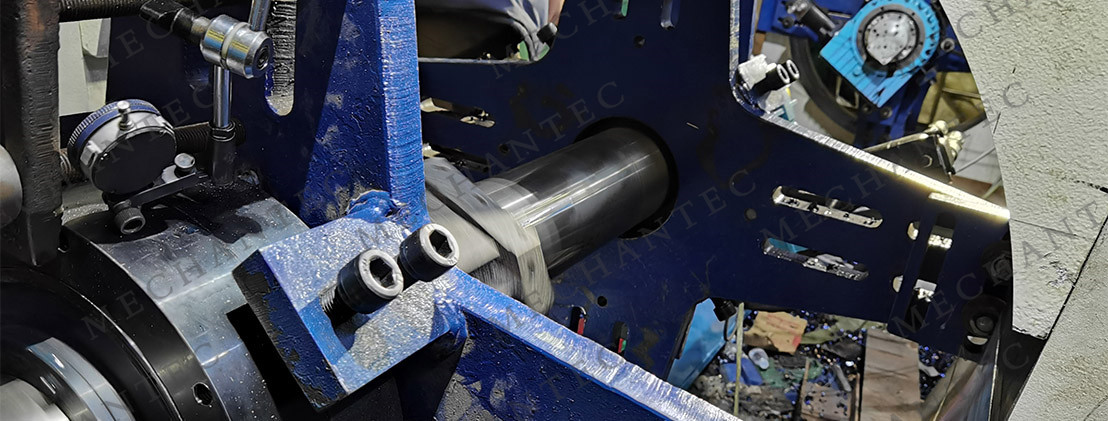
2. The concentricity of bearing holes (spacing 4300 mm) on both sides of yoke arm trunnion is less than or equal to 0.20 mm, the tolerance of guide connection inclined plane of bearing seat upper cover is 5.00 ° - 5.01 °, the parallelism of inclined plane on both sides is less than or equal to 0.1 mm, the tolerance of trunnion bearing hole is between φ 1110.00 mm and φ 1110.26 mm, the concentricity of locating pin hole and bearing seat hole on both sides is less than or equal to 0.10 mm, and the concentricity of cable crane bearing hole and bearing seat hole on both sides of turntable is less than or equal to 0.50.
The machining tolerance is ± 0.01 ° to the datum plane and ± 0.01 ° to the horizontal plane.
1. Short processing time cycle and more processing procedures are required, which is a great test for time arrangement and team cooperation.
2. High machining accuracy is required, and each workpiece is closely related to each other.
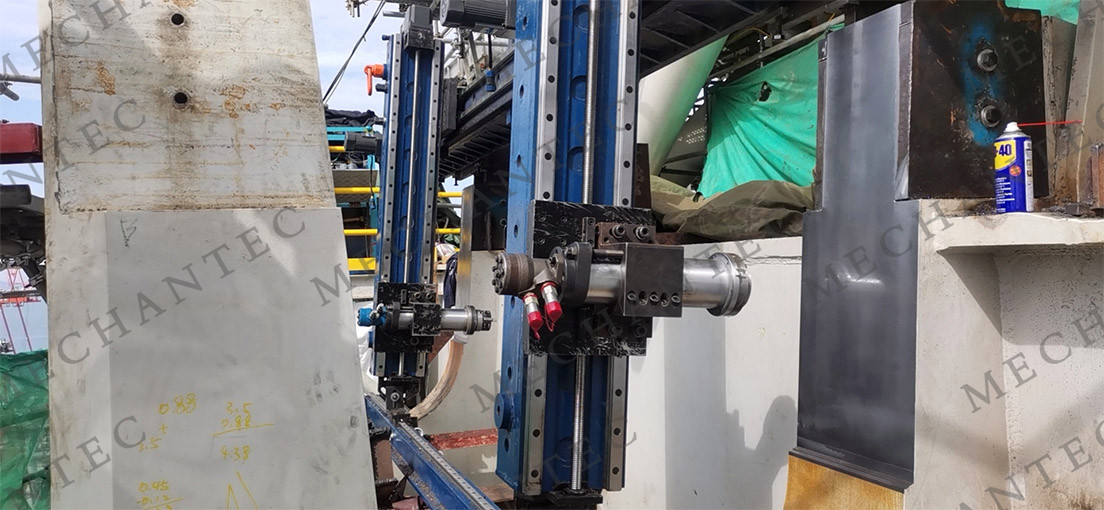
Processing equipment: mobile flange milling machine, mobile gantry milling machine, portable rail drilling machine, automatic tapping machine, chamfering machine, hydraulic power unit, etc.
Measuring equipment: Easylaser laser detector, outer diameter ruler, inner diameter ruler, circumference ruler, flat ruler, knife edge ruler, level ruler, frame level, square, etc.
After the customer put forward the request, the mckent team immediately communicated with the owner and the customer to verify the specific content of the project. Before processing, the team carried out three-dimensional simulation, solved the problem of equipment and personnel adaptation, and determined the optimal processing scheme.
Lift and install the calibration equipment, measure and calculate the processing quantity, and preliminarily process the plane of fluid rotating ring bearing seat, turntable bearing seat and guide outer circle. Considering that the subsequent drilling and tapping will lead to workpiece deformation, enough machining allowance is left for finishing.
Through professional equipment marking, determine the bolt hole position, and mark the inspection circle in each hole position.
Install and adjust the rail type drilling machine, and drill the inner and outer bearing seat surface at the same time.

Re detect and measure the level of the workpiece, calibrate the equipment, and process three planes and guide circle from inside to outside.
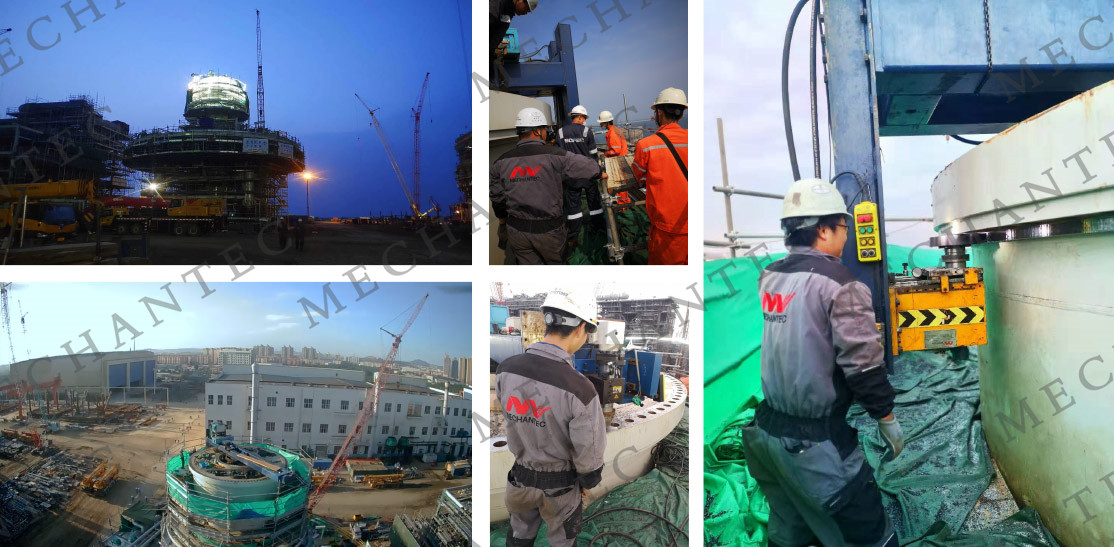
The customer is responsible for the lifting and installation of this project.





After the completion of the project, our team deeply analyzed the deficiencies of the project and made a detailed improvement plan, which played a good role in promoting the cultivation of team spirit and accumulated experience for the technical service of complex workpieces.
In the follow-up communication with customers, the owner gave a very high evaluation. According to the customer, the subsequent equipment installation was very smooth, and expressed a strong intention of long-term cooperation.