



During the installation of ta1100-78 half speed synchronous turbine generator, the customer found that the end shields on both sides of the generator were partially rusted, and the equipment commissioning is imminent.
1. The flatness of the plane (including local corrosion points) after processing is required to be ≤ 0.10 mm, the finish is required to be ≤ Ra0.8 μ m, and there is no damage or crack in the dye detection and magnetic detection. After the end cover mounting bolts are pre tightened, the gap between the connecting positions of the sealing surface is required to be ≤ 0.05 mm.
During the installation of ta1100-78 half speed synchronous turbine generator, the customer found that the end shields on both sides of the generator were partially rusted, and the equipment commissioning is imminent.
1. The flatness of the plane (including local corrosion points) after processing is required to be ≤ 0.10 mm, the finish is required to be ≤ Ra0.8 μ m, and there is no damage or crack in the dye detection and magnetic detection. After the end cover mounting bolts are pre tightened, the gap between the connecting positions of the sealing surface is required to be ≤ 0.05 mm.
2. The depth of the generator seal groove has reached the limit, so the whole material removal method cannot be used.
3. During the corrosion treatment, the sealing surface shall not be deformed.
4. In the process of processing, the protection must be well done, and no dust or garbage can enter into the generator.
1. Plane machining can not be processed by traditional milling or turning < br / >
2. High machining accuracy and complex construction environment.
3. Short construction period.
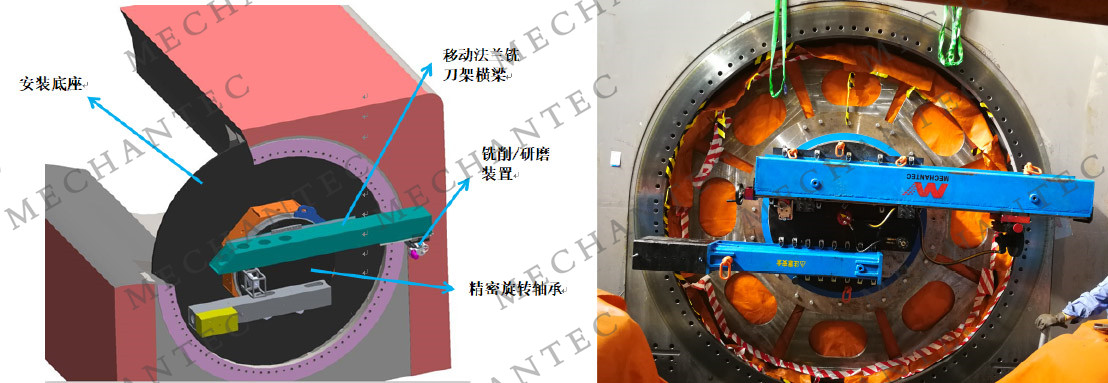
1. Processing equipment: laser cladding equipment, industrial robot, professional repair mill, mobile flange milling machine, hydraulic power unit, etc.
2. Measuring instruments: easy-laser detector, finish tester, magnetic particle flaw detector, etc.
After the customer put forward the request, the team of mckent carried out the technical exchange with the customer and the engineering unit for the first time, and made many on-site visits to obtain the data and determine the final processing content. And determine the optimal solution. The local corrosion was repaired by laser cladding.
The materials of the same material for the sealing surface of generator and end cover are selected as the test pieces, and the mckent team temporarily builds a simulated construction environment to simulate the processing of the test pieces. After the completion of the test, the video data of the test process, the test report of the specimen material and the test report after the simulation processing of the specimen are submitted.
After submitting the test data, the mckent team made in-depth technical exchanges with customers and engineering units, and finally determined our technical service scheme.
Before the treatment of the corroded parts, the internal part of the generator shall be protected to prevent foreign matters from entering the internal part of the generator and damaging the equipment during the construction.
◆Before polishing and laser cladding welding of the corroded parts, lay the three protective cloth on the inner side of the flange of the outer end cover of the generator.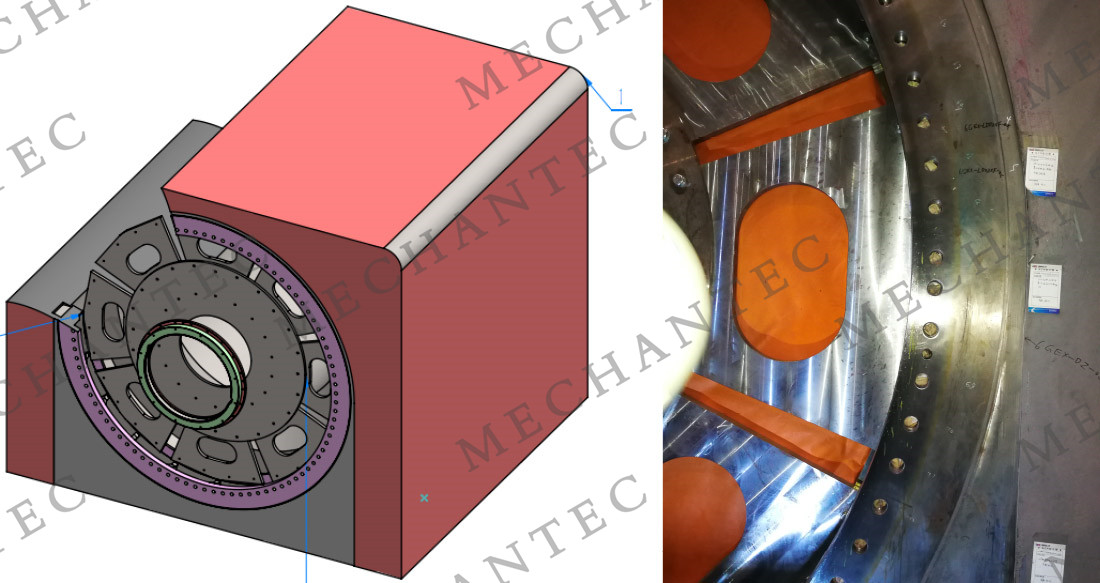
PT is used to detect the corrosion of the whole generator end shield, and the repair scope is determined and marked according to the test results. The data before repair are measured and recorded by laser flatness detector and digital roughness meter.

Computer controlled robot precisely weld each corrosion area. Driven by the carrier gas of inert gas (special jet powder feeding device), the alloy powder is sent into the molten pool area formed by high energy density laser irradiation. After melting, the alloy powder solidifies rapidly to form a cladding layer combined with the base metal. The coating thickness should be controlled during the cladding process. According to the actual situation, the effective thickness of the coating should be greater than the corrosion depth.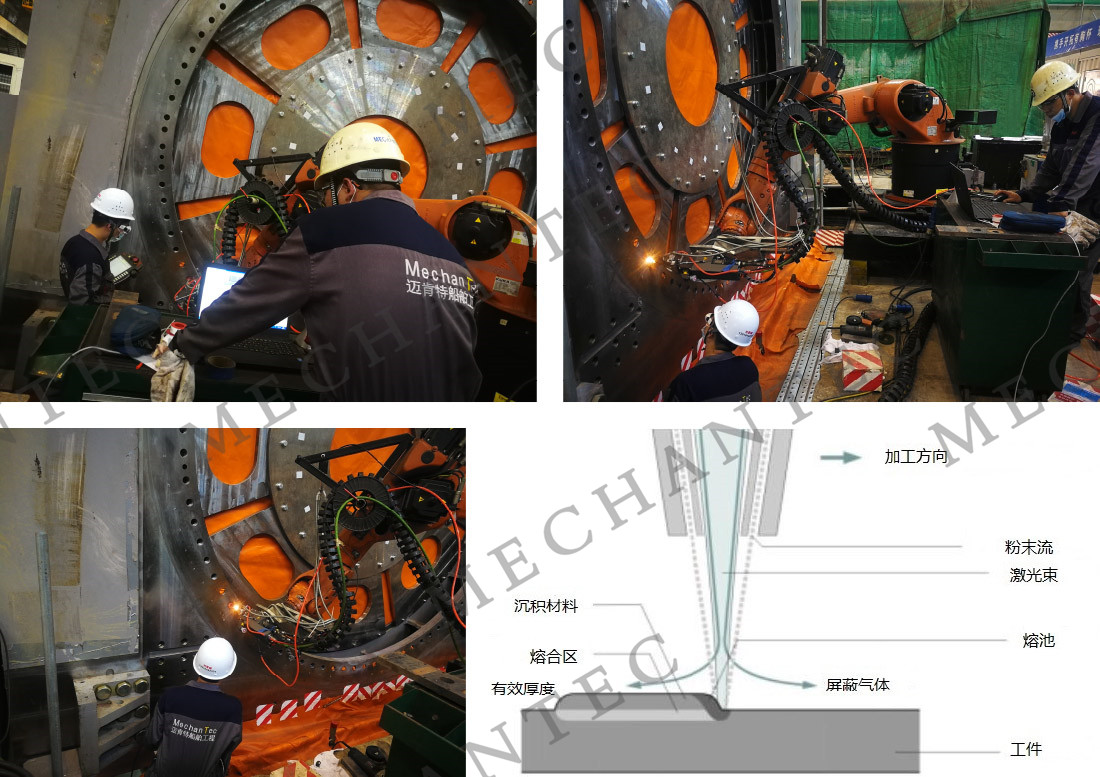




After the completion of the project, our team made a summary of the project and accumulated valuable experience for our on-site technical service.
Through continuous contact with customers, the engineering company has successfully installed the end cover in place. The customer said that the team of McKinsey was very professional, using advanced laser cladding technology to repair and high-precision laser instrument to detect, which solved the problem most safely and quickly; the engineering company said that it hoped to cooperate with the team of McKinsey for a long time, and work hand in hand to form an integrated technical service process.